|
8731| 19
|
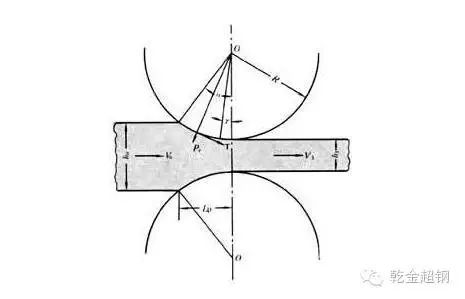
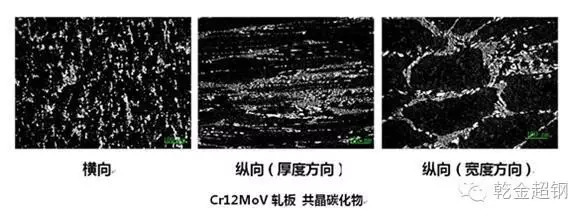
锻造和轧制区别 |
| |||
|
质量、环境、职业健康安全、IATF16949、3C、CE认证咨询
1. 问答、交流探讨的帖子,回帖时,请不要发纯表情等无价值回帖,无意义,太多了影响用户体验,经常这样账号会被扣分甚至禁号的; 2. 品质协会是个学习、交流分享的平台,所有资料和内容归作者和版权方所有,需要正版标准、资料的请去相关的官方网站等平台购买; 3. 汇聚品质人,分享交流,互相学习,夯实基础知识,提升个人综合能力,进而会有更多的机会和可能性,这才是品质协会的真正价值。 |
|||





 发表于 2020-6-5 15:46:47
发表于 2020-6-5 15:46:47

 发表于 2020-6-5 20:16:07
发表于 2020-6-5 20:16:07

 发表于 2020-6-6 08:00:13
发表于 2020-6-6 08:00:13


